

What Parameters Most Affect Plasma Treatment Uniformity?
Manufacturers use plasma surface treatment to improve adhesion, wettability, and surface preparation before bonding, coating, printing, potting, or other downstream processes. When treatment remains consistent across the part, the next process step becomes more predictable. When treatment varies, manufacturers may see uneven wetting, inconsistent bond strength, or unreliable coating performance.
For engineers, lab managers, and production teams, uniformity depends on various factors. Below, we’ll document the parameters that most affect plasma treatment uniformity.
How Plasma Treatment Changes a Surface
Plasma treatment uses partially ionized gas to activate the surface of a material. Energetic ions, electrons, and related reactive species interact with the outermost surface layer, which can increase surface energy and improve wettability. In practical terms, that makes low-surface-energy materials more receptive to adhesives, inks, coatings, epoxies, resins, and potting compounds.
Compared to chemical etching, the other common surface preparation method for low-surface-energy plastics, plasma treatment offers several practical advantages for production environments. It requires no chemical baths, produces no fumes requiring ventilation controls, and does not discolor treated materials. Chemical etching solutions also begin to degrade when exposed to oxygen, which can make results harder to repeat over time. Plasma treatment, done in-line immediately before bonding or printing, delivers more repeatable results in seconds rather than the minutes or hours required by wet chemical processes.
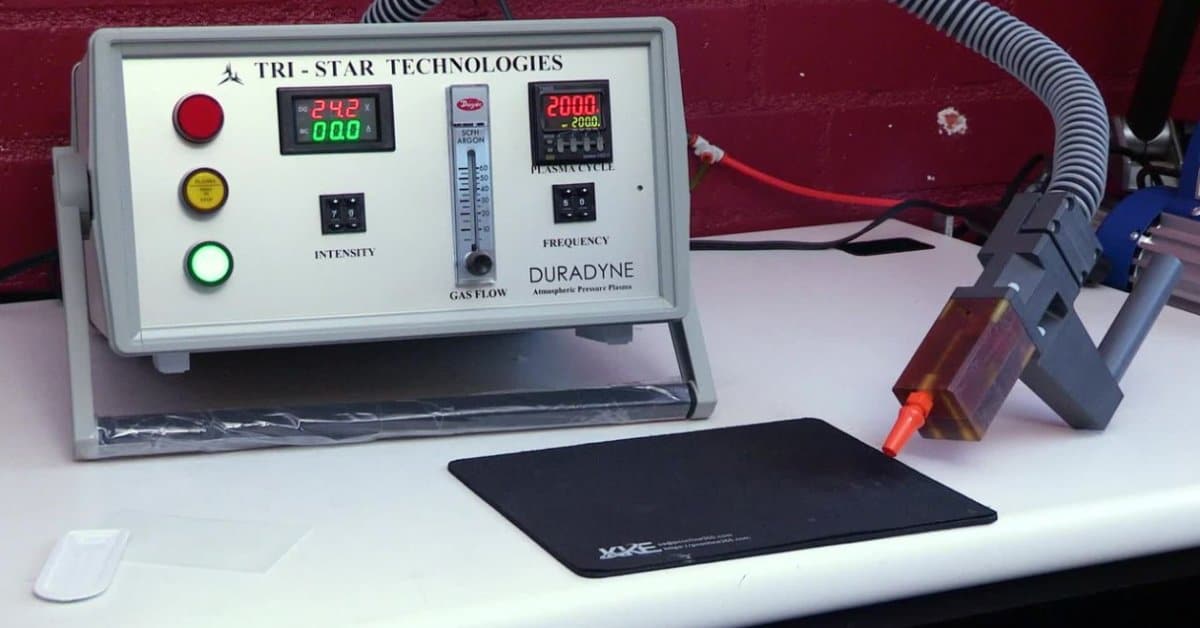
This process affects only a very thin surface layer. That makes plasma treatment valuable for materials where manufacturers need better surface interaction without bulk material distortion. Tri-Star’s plasma treatment systems operate at atmospheric pressure and can support in-line integration for manufacturing environments that require consistent surface activation.
Unlike vacuum-based plasma systems, atmospheric plasma eliminates the need for a sealed chamber and pump-down cycle, which means treatment can happen continuously on a production line without interrupting throughput. This also removes a major source of process variation: because the system operates in an open ambient environment, there is no batch-to-batch variability introduced by chamber conditions or cycle-to-cycle pressure differences.
Exposure Time and Line Speed
Exposure time plays one of the largest roles in plasma treatment uniformity. A surface needs enough time in the active plasma zone to receive a consistent level of treatment. If the part moves too quickly through the plasma field, the surface may not receive enough exposure. If it moves too slowly, it may receive more treatment than the application requires.
In continuous wire, cable, tubing, or component processing, line speed controls how long each section remains in the treatment zone. A stable line speed helps maintain uniform exposure from the beginning of a production run to the end. Speed changes can create treatment variation unless the system design, electrode length, and process parameters account for those changes.
Electrode Length and Treatment Window
The length of the active treatment zone also affects exposure. A longer electrode or treatment window gives the surface more time inside the plasma field at a given line speed. A shorter treatment zone may require slower processing or higher intensity to achieve the same level of activation.
Engineers should treat electrode length and line speed as linked variables. A process that works at one production speed may not translate directly to a faster line without adjustment.
Tri-Star’s atmospheric plasma systems are designed with this trade-off in mind. A configurable approach allows manufacturers to match the system to their production requirements rather than constraining production to the system’s default parameters.
Plasma Intensity and Electrical Settings
Plasma intensity is one of the parameters that most affects plasma treatment uniformity. Higher intensity can increase treatment strength and support faster processing, but it must stay within the process window for the material. Too little intensity can leave portions of the surface under-treated. Too much intensity can create process instability or exceed what the application requires.
Uniformity depends on stable, repeatable intensity during the run. In industrial systems, voltage, frequency, and related power settings affect the plasma pattern and treatment level. Small changes in these settings can influence how the plasma spreads, how strongly it interacts with the surface, and how consistently it covers the target area.
Stability Matters More Than Maximum Power
A consistent plasma process does not simply use the highest available power. It uses controlled power that matches the material, part geometry, and production rate. Stable electrical output helps keep the plasma field consistent, which supports repeatable treatment from part to part.
This matters in applications involving wires, cables, medical components, polymers, and other materials where adhesion performance depends on surface preparation. A proper process should define the intensity range that delivers the required wettability or bonding improvement without unnecessary over-treatment.
Gas Composition and Gas Flow
Gas chemistry directly affects the surface reaction. Different gases can increase, decrease, or otherwise modify surface characteristics depending on the material and desired result. Gas flow also affects uniformity. If the flow fluctuates, the plasma can become unstable or produce uneven treatment across the surface.
Electrode Design and Gap Control
Electrode configuration affects how the plasma forms around the part. For wires and cables, the electrode must create a consistent field around the surface while supporting the required gauge range, insulation type, and production setup. If the electrode does not match the part geometry, the treatment may concentrate in one region and leave another region less active.
Gap control also matters. The distance between the electrode, plasma zone, and material surface influences treatment consistency. If the part shifts inside the treatment zone, sections of the surface may receive different plasma exposure.
Round, Flat, and Complex Geometries
Round wires, flat cables, tubing, and irregular components each present different treatment challenges. Round products need circumferential consistency. Flat products need even treatment across the width. Complex geometries may require custom electrode design or controlled handling to expose the surfaces.
This is where system configuration becomes important. Interchangeable electrodes, split electrode options, and reverse electrode designs can help adapt the process to different substrates and production formats. The more closely the electrode matches the part and process, the easier it becomes to maintain uniform results.
Tri-Star’s PT-1000 system addresses this directly for wire and cable producers. Its split electrode closes around the wire to ensure circumferential coverage, supports high production speeds. For other geometries and general manufacturing applications, the PT-2000 Series provides similar in-line atmospheric plasma treatment with configurations suited to flat, tubular, and component-based substrates.
Material Type and Surface Condition
Material chemistry affects how quickly and evenly plasma treatment changes the surface. PTFE, ETFE, PVC, PP, PE, PET, and other low-surface-energy materials each respond differently. Fillers, additives, surface contamination, insulation thickness, and surface texture can also influence results.
Uniformity starts with a consistent incoming surface. If the material varies before treatment, plasma may not fully compensate for that variation. Differences in storage conditions, handling, surface residue, or material lot can show up as differences in wettability or adhesion after treatment.
Part Handling and Presentation
Even a well-controlled plasma field can produce inconsistent results if the part does not move through the treatment zone correctly. Tension, alignment, vibration, rotation, and guide design all affect how the surface meets the plasma. In wire and cable processing, stable guidance helps center and expose the material throughout the treatment window.
Part presentation also affects how the process scales. A setup that works for short samples may require additional control when moving to continuous production. Engineers should evaluate how the part enters, travels through, and exits the plasma zone under real production conditions.
Process Qualification and Measurement
Operators should verify uniformity through testing, not assumptions from equipment settings alone. Engineers may evaluate treated surfaces through contact angle testing, dyne testing, wetting behavior, bond testing, or downstream process performance.
Process qualification should connect treatment settings to measurable outcomes. Once the team identifies the correct process window, production can monitor the parameters that control uniformity. That includes line speed, exposure time, intensity, gas type, gas flow, electrode setup, and material handling.
Avoid Chasing One Parameter
Plasma treatment uniformity rarely comes from one setting alone. A change in speed may require an intensity adjustment, or a change in part diameter may require a different electrode configuration.The most reliable approach treats plasma treatment as a controlled process. Teams should define the target result, validate the parameter range, and keep the operating conditions stable during production.
Conclusion
Plasma treatment uniformity depends on how consistently the process delivers energy to the required surface. Many factors determine this delivery, but when these parameters work together, manufacturers can improve wettability, adhesion, and downstream process reliability.
Atmospheric plasma treatment carries a specific advantage here: because the system operates in-line at ambient pressure, every parameter that matters—speed, exposure time, electrode gap, gas flow, and intensity—can be monitored and adjusted in real time during production. There is no batch cycle to interrupt, no chamber to open, and no gap between treatment and the next process step. That continuity makes it easier to maintain the stable conditions that uniform treatment requires.
Tri-Star Technologies designs plasma surface treatment solutions for wire, cable, medical device manufacturing, and other industrial applications. Contact Tri-Star Technologies to discuss your material, production requirements, and the right plasma treatment configuration for your process.